- 12/09/2015
- Жариялаған: рудиморе
- Санат: Мақалалар

Деструктивті емес сынақ аспаптарының біліктілік сынақтарын жүргізу тәртібі. Ультрадыбыстық сынақ құрылғыларын жіктеу1.
М. Ю. Тульский, Д. В. Окунев, И. Г. Литвинов
Кіріспе. Квалификациялық сынақтар НДТ аспаптарының ақауларды анықтаудың нақты мүмкіндігін бағалау және өлшемдік өлшеулердегі өлшеу қателіктерін есептеу үшін жүргізіледі.
Әдіс. Алдыңғы тәжірибе дәнекерлеу шарттарын өзгерту арқылы нақты параметрлері бар ақауларды қайта шығару мүмкін еместігін көрсетті. Ақаулар механикалық жолмен немесе электроэрозиялық үдеріс арқылы жасалды. Өлшемдер рентген-томограф арқылы өлшенді; осы өлшеулердің дәлдігі металлографиялық талдау нәтижелерімен расталды.
Нәтижелер.Он сегіз түрлі ультрадыбыстық тексеру (UT) аспаптары бес түрлі дәнекерлеу ойықтарында сынақтан өткізілді. Сынақтар DNV-OS-F-101 және DNV-RP-F118 стандарттарына сәйкес жүргізілді. Сынақ нәтижелері, соның ішінде анықталған ақаулардың белгілері көрсетілген ашылған дәнекерлеу бөліктері, ақау параметрлерін өлшеудегі абсолютті қателердің орташа мәндері мен стандартты ауытқуларымен бірге ұсынылған. Қолданылатын аппараттық конфигурация мен ультрадыбыстық қолдану әдістемесіне негізделген UT аспаптарының жіктемелері ұсынылды. 2014 жылы жүргізілген НДТ аспаптарының біліктілік сынақтарының нәтижелері негіз ретінде пайдаланылды.
Қорытындылар. Өткізілген сынақтар әрбір аспаптың құбыр желісін салу және жөндеу жұмыстарына жарамдылығын анықтауға мүмкіндік берді.
Түйінді сөздер: ультрадыбыстық сынақ, AUT біліктілігі, AUT валидациясы, құбырлар, дәнекерлеу тігістері, ақау моделі, рентгендік томография, UT құрылғыларының жіктеу жүйесі
Алғысөз 2022
2013 жылы NIPIStroyTEK ЖШС-нің авторлар тобы (2016 жылы NIITS STNK деп аталды «Спектр« компаниясы Газпром АҚ атынан »Газпром АҚ-ның негізгі газ құбырларын салу, қайта құру және ірі жөндеу кезінде дәнекерлеу және монтаж жұмыстарын ұйымдастыруға, қолданылатын дәнекерлеу технологияларына, дәнекерленген түйістерді бұзбайтын сынақтан өткізуге және мердігерлердің жабдықталуына арналған уақытша талаптар« әзірледі. Деформациясыз сынақтарға қатысты бұл құжат ескірген STO Gazprom 2-2.4-083-2006 »Даладағы және негізгі газ құбырларын салу және жөндеу кезінде дәнекерленген түйістердің сапасын бақылаудың деформациясыз әдістері жөніндегі нұсқаулық« стандартын толықтырды.
«Уақытша талаптар…» фазалық массивті түрлендіргіштер мен TOFD технологиясын қолданатын автоматтандырылған (AUZK) және механикаландырылған (MUZK) ультрадыбыстық сынау жүйелерін пайдалануды заңдастырды. AUSK (MUSK) жабдықтарын өнеркәсіптік қолдануға енгізу Ресей Федерациясында қазіргі уақытта қолданылып жүрген немесе қолдануға жоспарланған барлық AUSK жүйелерінің типтері бойынша біліктілік сынақтарын жүргізуді талап етті. Сынақтар тексеру жүйелерінің нақты мүмкіндіктерін көрсетті, ал сынақ нәтижелері AUSK жабдықтарын пайдалану жөніндегі ұсынымдарды әзірлеудің негізін құрады. Айта кетейік, бұл ауқымды сынақ жұмыстарын 6–7 ай ішінде және бізге бөлінген бюджет шегінде аяқтау тек М. Ю. Тулси ұсынған дәстүрлі металлографияның орнына сәулелік томографияны пайдалана отырып нақты өлшемдерді өлшеуге арналған түбегейлі жаңа технологияның көмегімен ғана мүмкін болды. Қазіргі уақытта томография AUSK қондырғыларының сынақтарының дерлік барлығында қолданылады. Жасанды ақаулар жасау әдістері айтарлықтай жетілдірілді.
Біздің компания AUSK бірліктерін сынау бойынша мол тәжірибе жинақтады; 2022 жылға дейін келесі жұмыстар атқарылды:
- 2011: Сахалин-1 жобасындағы валидациялық сынақтар (тапсырыс беруші: MRTS OJSC);
- 2014: AUZK және MUZK блоктарының біліктілік сынақтары (тапсырыс беруші: «Газпром» АҚ);
- 2014: AUKZ және MUZK блоктарының біліктілік сынақтары (тапсырыс беруші: «Транснефть« АҚ);
- 2017: South Stream жобасындағы валидациялық сынақтар;
- 2019: Novoportovskoye газ өңдеу зауытынан Губа шығанағына дейінгі сыртқы газ құбыры жобасы үшін RotoScan орнатуын валидациялау (тапсырыс беруші: MRTS АҚ);
- 2021: «Киринский кен орнын дамыту» жобасы үшін RotoScan орнатуды валидациялау (тапсырыс беруші: SuperStroy XXI АҚ);
- 2022: В.И. Грайфер кен орнын дамыту жобасы (1-кезең) үшін RotoScan орнатуын валидациялау. V.I. Graifer кен орнының LSP-інен V. Filanovsky кен орнының LSP-2-сіне дейінгі кен орындараралық құбырлар (көпарналы құбыр, газ көтеру құбыры, су құбыры; тапсырыс беруші – Lukoil-Nizhnevolzhskneft ЖШС);
- 2022: «D33 алаңын және оған ілеспе инфрақұрылымды дамыту» жобасы үшін RotoScan орнатуын растау (тапсырыс беруші: SuperStroy XXI)
В 2023 жылғы шілдеде күшіне енеді стандарттар 2, NIITs STNK «Спектр« ЖШС және ВНИИГаз АҚ »Аралық талаптар …« негізінде әзірленген. Бұл құжаттарды жариялау бастапқыда 2019 жылға жоспарланған, бірақ біздің бақылауымыздан тыс жағдайларға байланысты белгісіз мерзімге шегерілді.
Квалификациялық сынақтардың мақсаты – ақауларды анықтаудағы бұзбайтын тексеру (әрі қарай – БТ) жабдығының нақты мүмкіндіктерін анықтау және ақау өлшемдеріндегі өлшеу қателіктерін есептеу.
Квалификациялық сынақ бағдарламасы [1] және [2] құжаттарында көрсетілген талаптарға негізделген. Деректерді өңдеу [3], [4] және [5] ұсынымдарына сәйкес жүргізіледі.
Сынақтар келесі кезеңдерді қамтуы тиіс:
- сынақ үшін дәнекерленген түйістерді өндіру;
- жүйені калибрлеу үшін калибрлеу блоктерін өндіру;
- радиографияны қолдана отырып KSS-тің алдын ала тексеруі;
- КСС-ты ультрадыбыстық сынақ жабдығымен бақылау және нәтижелерді құжаттау;
- тексеру жүйелерінің жұмыс қабілеттілігін растау үшін сынақтар жүргізу (қайталанымдылық сынағы, дәнекерлеу температурасының ультрадыбыстық тексеру сезімталдығына әсерін растау, акустикалық байланыс сапасын растау);
- дәнекерлеу тігісіндегі үзілістердің нақты өлшемдерін өлшеу;
- Үзіліс параметрлерін бағалаудың дәлдігін анықтау (абсолютті өлшеу қателері).
Абсолютті өлшеу қатесінің мәндерінің сенімді болуы үшін дәнекерлеудің әртүрлі аймақтарындағы ақаулар саны 1-кестеде көрсетілген талаптарға сәйкес болуы тиіс.
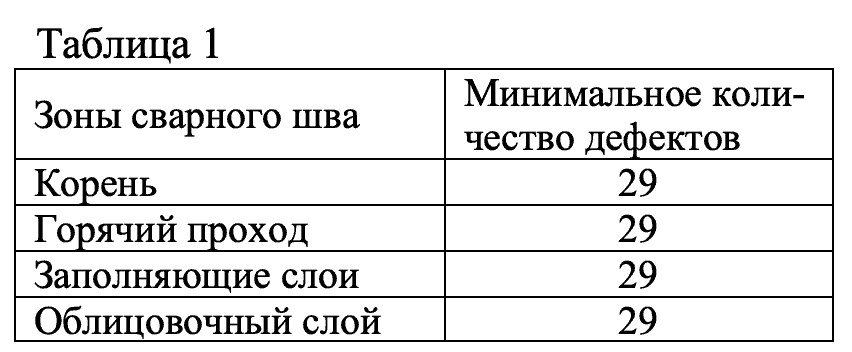
Дәнекерлеудің әрбір бөлігінде қолданылған дәнекерлеу әдісіне тән ақаулар болуы тиіс, соның ішінде қабылдалатын да, қабылданбайтын да ақаулар, сондай-ақ жасанды шығу тегіндегі ақаулар (~барлық ақаулардың 70%-ы) және табиғи шығу тегіндегі ақаулар (~30%-ы). Дефекттер арасындағы қашықтық 20–25 мм-ден асуы тиіс, осылайша оларды талдау кезінде дәл өлшеуге болады. Беттік қабат беттен 5 мм-ге дейінгі тереңдікте орналасқан дефекттерді қамтиды.
Алдын ала рентгенографиялық тексеру мен томография нәтижелеріне сүйене отырып, дәнекерлеудің тігінен немесе көлденең қималарында бір-біріне үсті-үстіне келетін ақауларды ультрадыбыстық сынақ кезінде дұрыс өлшенбеуі мүмкін болғандықтан, қарастырудан шығару ұсынылады.
Дефекттердің нақты өлшемдерін өлшеу үшін тиісті стандарттар [1] металлографиялық зерттеу әдісін («салями» әдісі) ұсынады, онда ақаулы аймақ бөліктерге кесіледі. Кесіндіде көрінетін ақау биіктігін ±0,1 мм дәлдікпен өлшеу қажет, ал ұзындықты өлшеу дәлдігі кесінділер арасындағы арақашықтыққа байланысты. Бұл әдіс өте еңбекке сыйлы және оны қолдану үлкен көлемдегі жұмысты тиімді орындауға мүмкіндік бермейді. Мәселені сәулелік томография қолдану арқылы шешуге болады.
Дефекттерді жасау үшін дәнекерлеу өтпелерінің нөмірлерін, сондай-ақ енгізілетін дефекттердің түрлері мен параметрлерін көрсететін дефект орналасу схемасын дайындау қажет.
Квалификациялық сынақтар бойынша алдыңғы тәжірибе көрсеткендей, дәнекерлеу параметрлерін өзгерту арқылы көрсетілген параметрлерге сәйкес ақаулар тудыру мүмкін емес; сонымен қатар, бұл әдіс дәнекерлеу тігісінің биіктігінен төмен және ұзындығы 10–12 мм-ден аз ақаулар жасауға мүмкіндік бермейді. Еритін емес материалдардан жасалған табақтарды дәнекерлеу ерітіндісіне ендіру қиын.
Дефекттерді жасаудың ең тиімді әдісі – механикалық әдіс.
Шеттің ажырауы мен жарықтарды имитациялайтын жалпақ ақаулар синtered алмазды дисктерден жасалған кескішпен немесе электр разрядты өңдеу арқылы өндіріледі. Нәтижесінде пайда болған ойыққа (0,4–0,5 мм ені) карбидті кіріктіргіш орналастырылып, ойықтың жоғарғы жиегі қысылып бекітіледі. Квалификациялық сынақтар тәжірибесі көрсеткендей, карбидті табақшалар міндетті емес – еріген металл әдетте ойықтарды толтырмайды.
Тесіктер мен шоғырлар сияқты ақаулар тесіктерді бұрғылау және кейіннен толтыру арқылы модельделеді.
Механикалық әдіспен ішкі ақаулар жасалғанда дәл белгіленген өлшемдегі үзіліс алу мүмкін еместігін атап өткен жөн. Жасанды рефлектордың ұзындығы мен биіктігі ойықтың жоғарғы жиегінің ену тереңдігі, фрезерлеу тереңдігі және фрезерлеу кескіштің диаметрі арқылы анықталады. Дефектті дәнекерлеу кезінде ойықтан көтерілетін газдар дефекттің үстінде көпіршіктер шоғырын немесе тік конус тәрізді газ арнасын қалыптастырып, оның геометриясын өзгертуі мүмкін (1-суретке қараңыз).
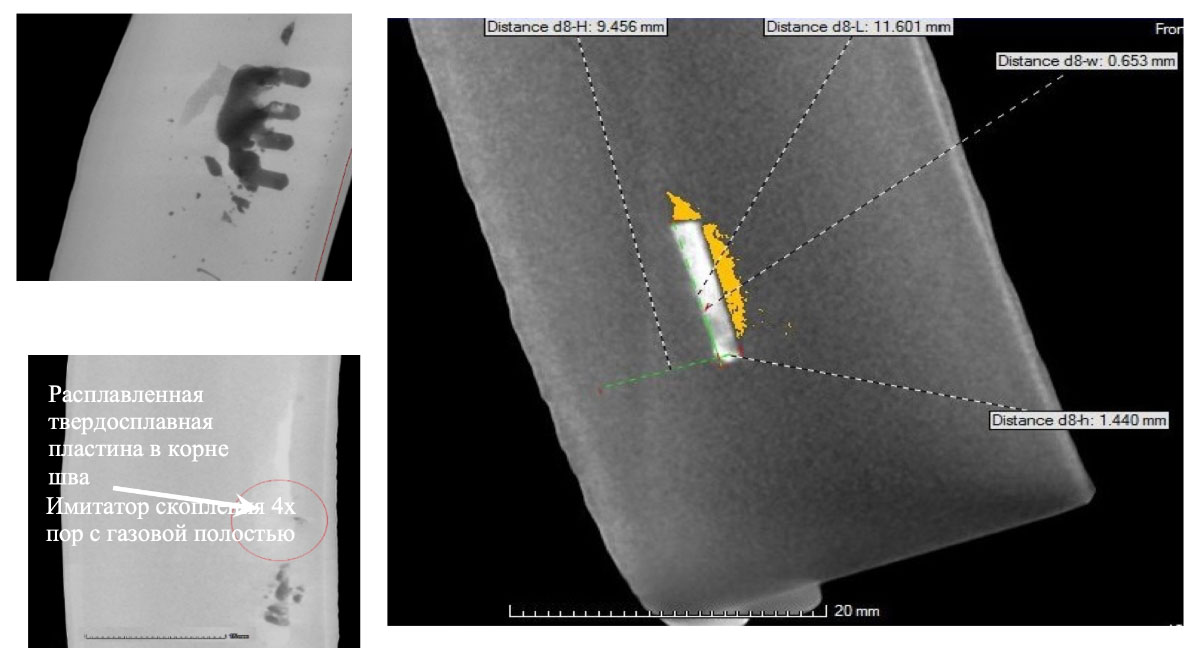
Сурет 1 — Нақты үзілістердің өлшемдері ақауларды жасау үшін қолданылған карбидті табақшалардың, ойықтардың және тесіктердің өлшемдеріне сәйкес келмейді.
Электрлік разрядтық өңдеуді пайдаланып ішкі ақауларды өндіру ұзағырақ уақыт алады, бірақ фрезерлеумен салыстырғанда ақаулардың ұзындығы мен биіктігі бойынша нәтижелерді болжауды жеңілдетеді. Бұл әдіс дәнекерлеудің төменгі қабаттарында орналасқан, фрезерлеу арқылы жасау мүмкін емес ақауларды модельдеуге, сондай-ақ беттік ақауларға, мысалы, астыңғы қиылысулар (undercuts), дәнекерлеу түбіріндегі бірігудің болмауы, дәнекерлеу қаптамасындағы жарықтар және бетті бұзатын бірігудің болмауы сияқты ақауларды модельдеуге ең қолайлы.
GE v|tome|x m300 томографиялық жүйесі (GE Sensing & Inspection Technologies GmbH компаниясы шығарған), дәнекерлеу ақауларының өлшемдерін өлшеу үшін таңдалған, 0,1 мм³-ге дейінгі ақауларды анықтай алады және 0,5–1 мкм аралығындағы кескін бөлшектерін ажырата алады.
Томографиялық зерттеу жүргізу үшін дәнекерлеу тігісінен ұзындығы 400–420 мм, ені 25–26 мм болатын шаблондар кесіледі. Рентгенографиялық томографияны жүргізгенде үзілістердің ең аз анықталатын және көрсетілетін көлемдерін, сондай-ақ сканерлеу кезінде объектінің айналу қадамын дұрыс таңдау қажет. Бұл параметрлер анықталған ақаулар санына ғана емес, сонымен қатар сканерлеу уақытына және, демек, тексерудің құнына да әсер етеді. Анықталатын ақаулар көлемін азайту интерференцияның пайда болуына және ақпараттың артық мөлшеріне әкеледі. Сондықтан анықталатын көлем 0,3 мм³-ге орнатылғанда, 1420×26 мм құбырдың айналмалы дәнекерлеу тігісінде шамамен 7000 көрсеткіш алынды. Көлемді 0,8 мм³-ге арттырғанда алынған көрсеткіштер саны AUSK қондырғылары тіркеген көрсеткіштер санына (дәнекерлеу аймағында 90–120 көрсеткіш) шамамен сәйкес келді.
Томография жүйесімен алынған өлшеулердің дәлдігі металлографиялық мәліметтермен расталды. Осы әдістерді қолдана отырып жүргізілген сызықты өлшемдер арасындағы айырмашылық 7,7 ± 8,7 мкм, ал көмілу тереңдігі бойынша 103,6 ± 47,6 мкм болды, бұл шамамен жылтыратылған кесінділерді металлографиялық зерттеу кезіндегі өлшеу дәлдігінің шегіне сәйкес келеді.
Металлографиялық және томографиялық тексерудің тиімділік шығындарын салыстыру (2 және 3-кестелерге қараңыз) көрсеткендей, томографиялық әдіс өнімділік жағынан шамамен бес есе, ал шығын жағынан елу есе артықшылық береді. Ақаулар санын арттыру металлографиялық тексерудің құнын көтереді, бірақ томографияның құнына іс жүзінде әсер етпейді.
Томографияны қолдану өлшеу нәтижелерін тексеруге және ақау көрсету параметрлерін реттеуге мүмкіндік береді, осылайша тексеруді дәлірек етеді. Томография нәтижелерін ультрадыбыстық ақау іздеушінің сезімталдығын реттеу үшін пайдалануға болады.
| 400–410 мм ұзындықтағы шаблонды сканерлеу уақыты, h | 4-5 |
| Ұзындығы 400–410 мм болатын үлгіні сканерлеу уақыты, сағат | 3-4 |
| Күні бойы өңделген буынның жалпы ұзындығы, мм | 1200 |
| Күн сайын өңделген ақаулар саны, дана | 27-32 |
| Бір ақауды түзету құны, стандартты бірлік | 10-12 |
| Әр ақауға арналған ұнтақтау операцияларының ең аз саны | 10 |
| Күн сайын жасалатын кесулердің ең көп саны, бірлік | 18-22 |
| Күн сайын өңделген ақаулар саны, дана | 2–2,2 |
| Бір ақауды түзетудің бірлік шығыны. | 400-500 |
Ультрадыбыстық сынақ жүйелерін сынау кезінде келесі параметрлер өлшенуі тиіс: ақаулардың ұзындығы, биіктігі және тереңдігі. Амплитудалық критерийлер негізінде ақауларды жіктеу жүйелері үшін келесі параметрлер өлшенуі тиіс: эхо-сигналдың ұзындығы, тереңдігі және амплитудасы.
Газпром АҚ-ның реттеуші құжаттамасының талаптарына сәйкес, ақаудың тереңдігі дәнекерлеуді қабылдамау критерийлері тізіміне енгізілмейді, бірақ құрылыс және ірі жөндеу жұмыстарында қолданылатын жабдық үшін оның дәл өлшеуі міндетті болып табылады. Бұл параметрді білу дәнекерлеу жабдығының баптауларын нақты дәнекерлеу қабатына сәйкес реттеуге мүмкіндік береді.
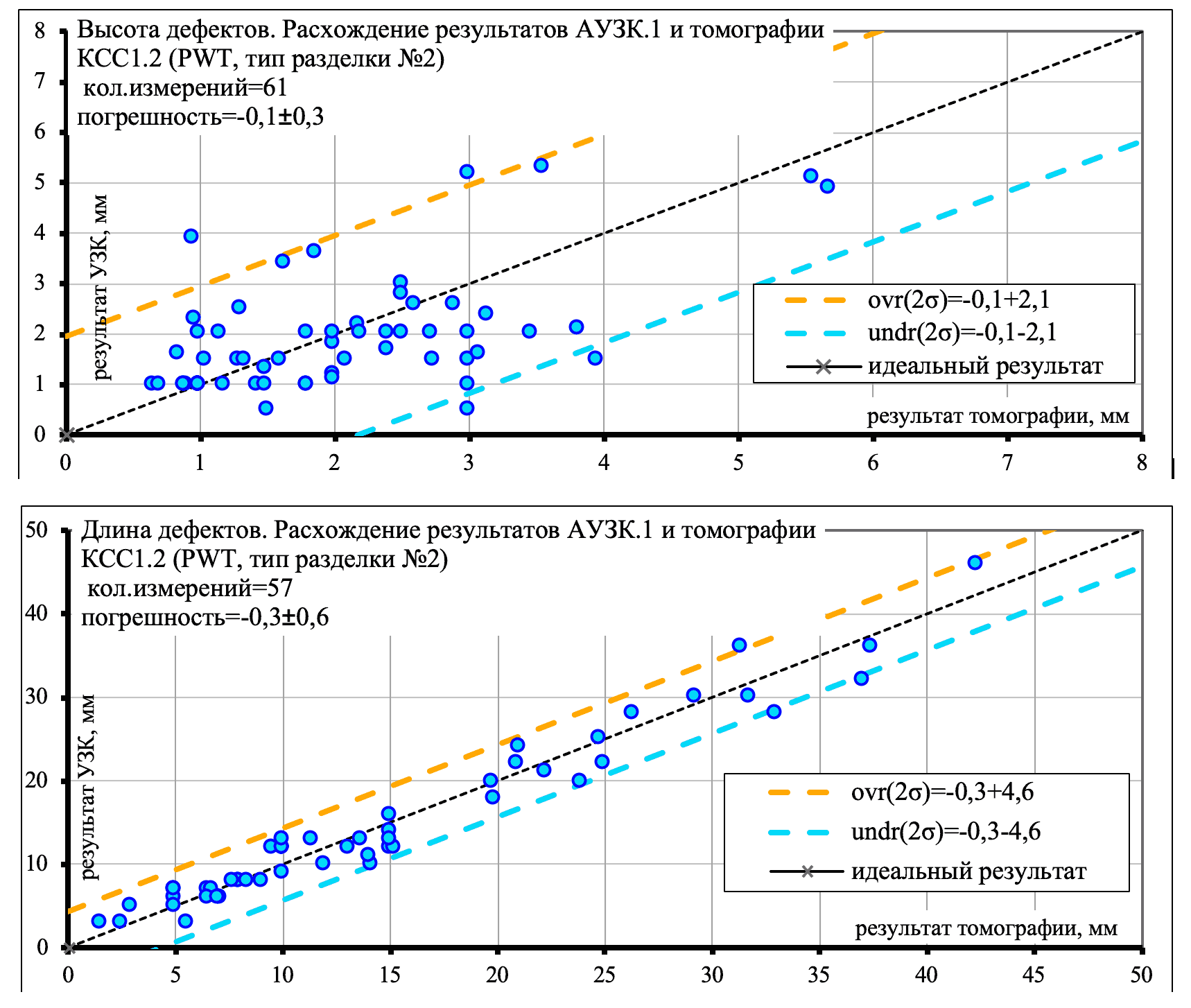
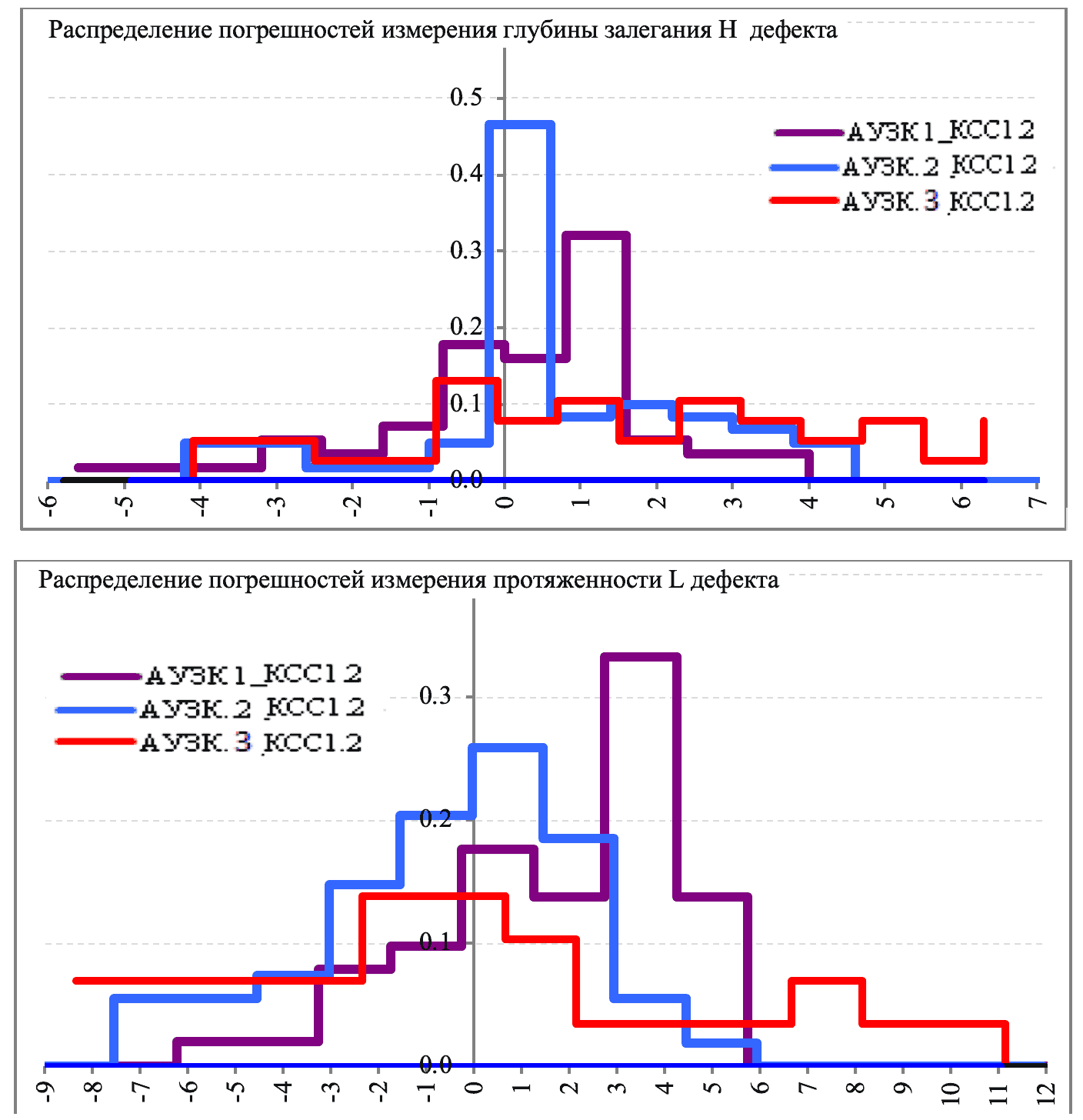
Томграфия деректері мен NDT жүйесі арқылы алынған KSS тексерісі нәтижелеріне сүйене отырып, ақау параметрлері үшін абсолютті өлшеу қателіктерінің орташа мәні мен стандартты ауытқуы есептеледі. Нәтижелерді талдауды жеңілдету үшін анықталған ақауларды көрсететін дәнекерлеу проекциясы (2-сурет) және NDT мен томография нәтижелері арасындағы алшақтықты көрсететін графиктер жасалады (3-сурет). Абсолютті қателік мәндерінің таралу гистограммалары әртүрлі НДТ жүйелері арқылы ақау параметрлерін бағалаудың дәлдігін салыстыруға мүмкіндік береді. Дәнекерлеудің тереңдігі бойымен анықталған үзілістердің таралу гистограммасын салу (5-сурет) жүйені құбырларды салу және ірі жөндеу жұмыстарында қолдануға жарамдылығын анықтауға мүмкіндік береді.
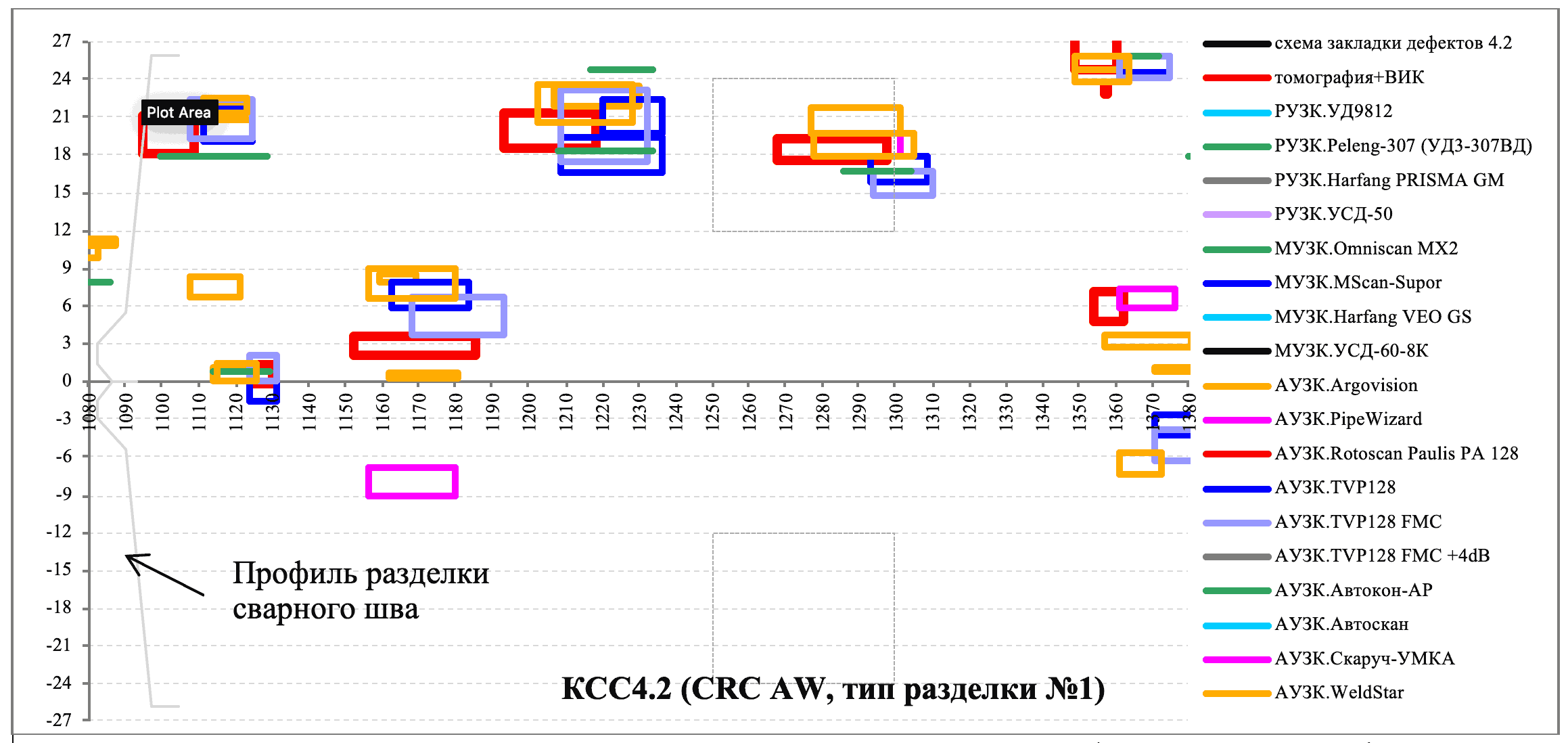
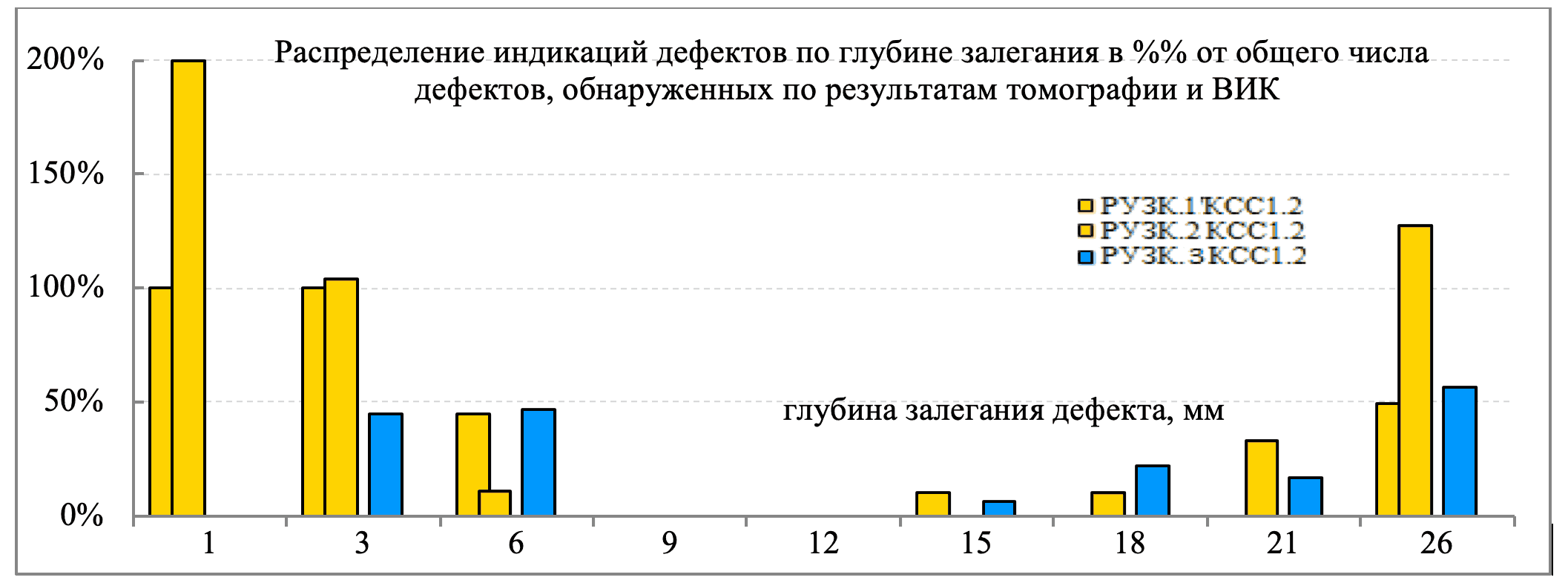
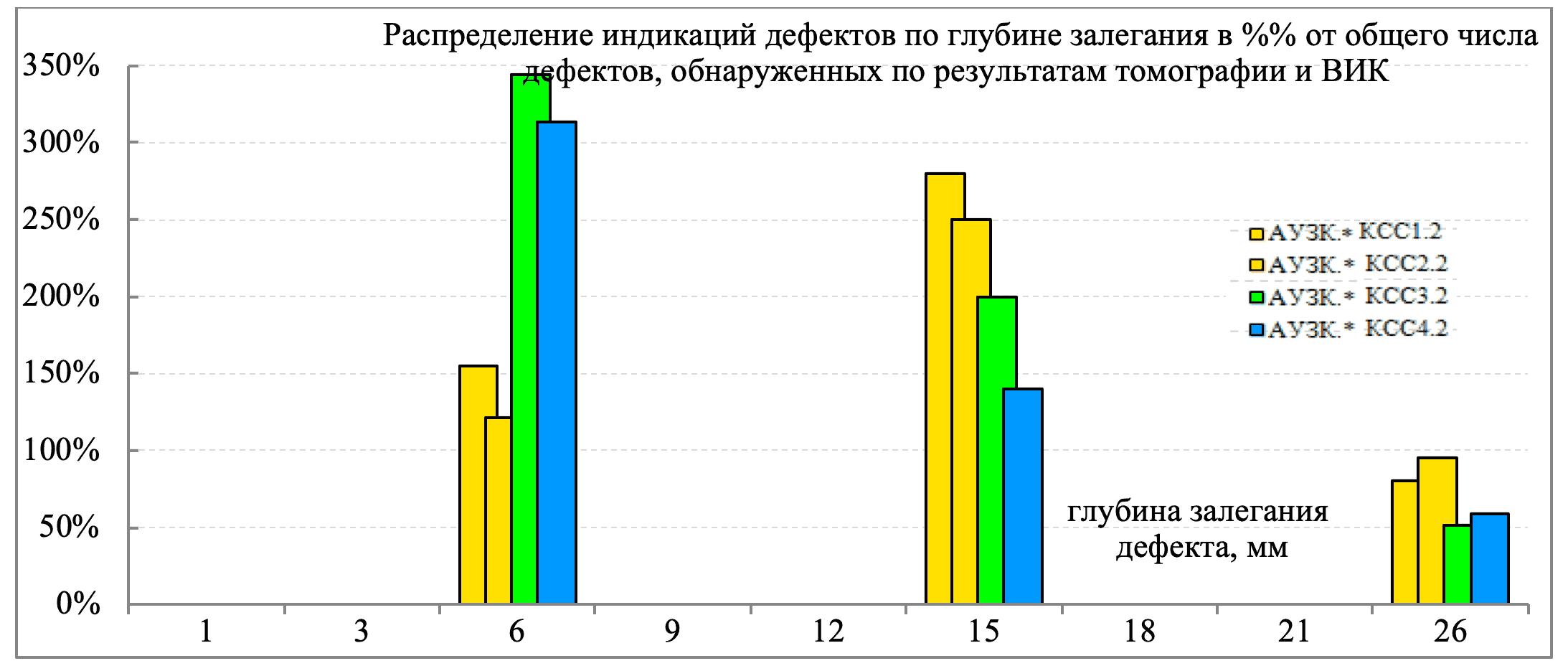
5-сурет — сынақтан өткізілген дәнекерленген түйістердегі анықталған ақаулардың тереңдік бойынша таралуын көрсететін гистограммалар
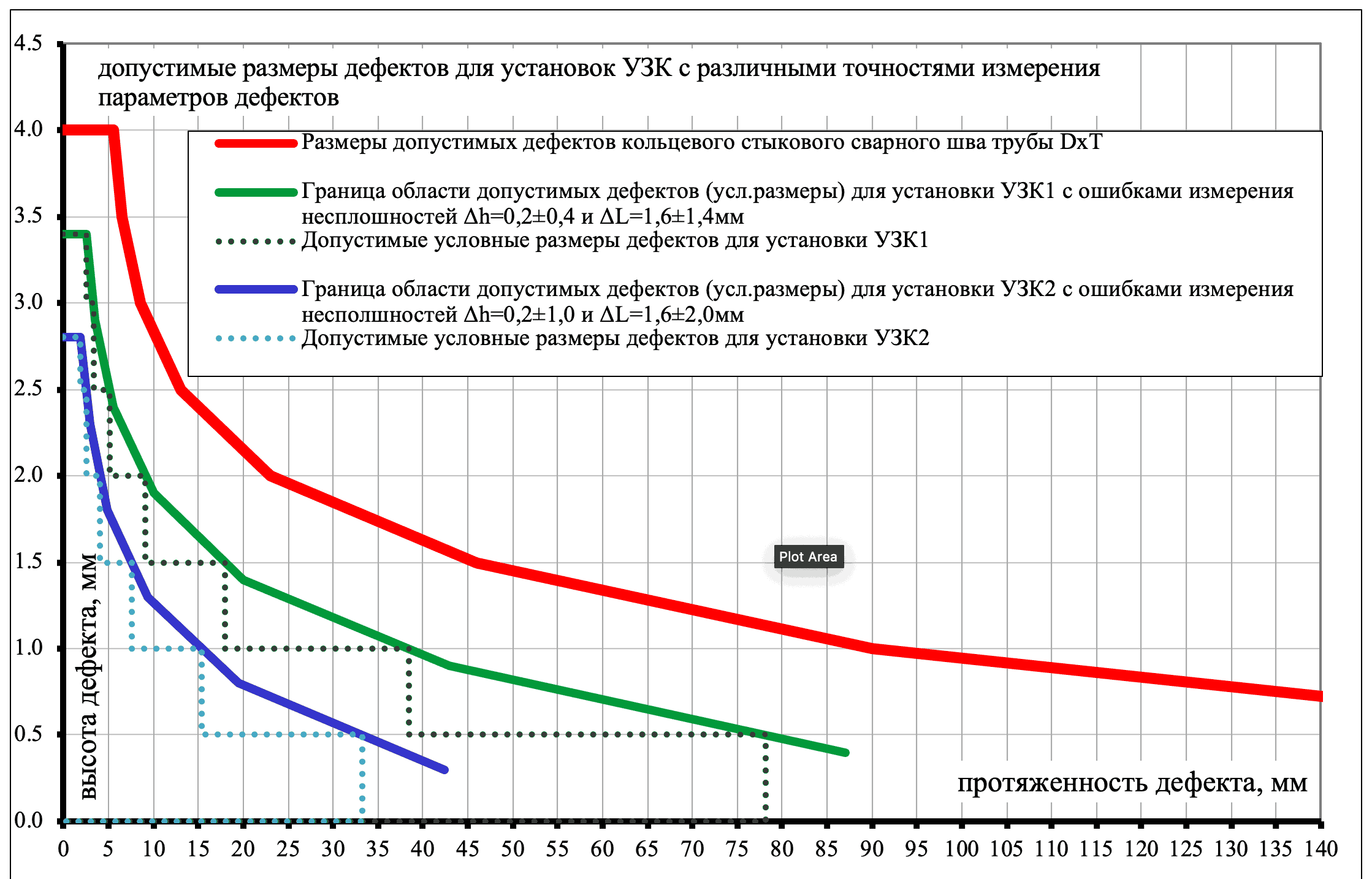
Дефектті өлшеудегі қателік шектері әрбір NDT бірлігі үшін жеке бас тарту критерийлерін әзірлегенде ескерілуі тиіс. Бұл критерийлер нақты құбыр түрі мен құбыр желісінің учаскесі үшін қабылданатын дефекттерге инженерлік бағалау негізінде әзірленеді. 6-сурет дәлірек ақау өлшемдерін өлшеу мүмкіндігі бар УТ жүйелерін пайдалану артықшылықтарын көрсетеді. Графикте айналмалы құбыр тігісінің (базалық спецификация) және екі УТ жүйесінің қабылданатын ақау ауқымдарының шекаралары көрсетілген. Осы шекаралардан жоғары қабылданбайтын ақау параметрлерінің ауқымы орналасқан. УТ жүйелерінің критерийлері базалық спецификациядан ақау өлшеу қателіктерін шегеру арқылы анықталады. UZK1 жүйесіндегі қателік мәндері төмен болғандықтан, рұқсат етілген ақау өлшемдері UZK2 жүйесіне қарағанда шамамен екі есе үлкен. Бұл дәлірек UZK жүйесімен тексеру нәтижесінде қабылданбайтын деп анықталған ақаулар саны азаятынын және дәнекерлеуді жөндеу шығындары төмендейтінін білдіреді.
Арнайы дәнекерлеу тігісін тексеру үшін ультрадыбыстық сынақ (UT) жүйесін пайдаланудың жарамдылығы біліктілік сынақтарының нәтижелері негізінде анықталуы тиіс. Ультрадыбыстық тексеру (UT) жүйелері арқылы жүзеге асырылатын тексеру схемалары тексерудің аппараттық іске асырылуына және ультрадыбысты қолдану әдістемесіне сәйкес жіктелуі тиіс. Регламенттік құжаттамада белгілі бір сынып жүйелерінің нақты дәнекерленген қосылыстар түрін тексеруге жарамдылығына қатысты талаптар болуы тиіс. Жүйелердің функционалдық мүмкіндіктерін алфавит-сандық код арқылы сипаттау ұсынылады.[1].
| 1 | Бір акустикалық арнаны пайдалана отырып тексеру[2]. Тексеру барысында шығарылатын сигналдың параметрлері өзгеріссіз қалады. Тексеру нәтижелері тексеріліп жатқан нысанның белгілі бір нүктелерінде қолмен тіркеледі. |
| 2 | Көптеген акустикалық арналарды пайдалана отырып тексеру. Тексеру барысында арна параметрлері өзгеріссіз қалады. Тексеру нәтижелері бүкіл тексерілген объект бойынша автоматты түрде тіркеледі. |
| 3 | Фაზалық массив технологиясын пайдалана отырып тексеру. Тексеру ультрадыбыстық сәулені физикалық түрде фокустауды және дәнекерлеу бөлігінің параметрлеріне байланысты сканерлеу үлгілерін динамикалық түрде реттеуді қамтиды; секторлық және сызықтық сканерлеу бірнеше бұрыштарда қолданылуы мүмкін. Тексеру нәтижелері бүкіл тексерілген көлем бойынша автоматты түрде тіркеледі. |
| 4 | Антенналар массивтерін пайдалана отырып тексеру. Тексеру процесі ультрадыбыстық сәулені бағдарламалық басқарылатын (математикалық) фокустауды қолданады. Тексеру нәтижелері бүкіл тексерілетін көлем бойынша автоматты түрде тіркеледі. |
Ескертпелер
1 Мақала 2015 жылы *NDT World* (2015, 18-том, № 4) және *Territory of Oil and Gas* (№ 12, 2015 жылғы желтоқсан, UDC 620.1:622.69) журналдарында жарияланды.
2 STO Gazprom 15-1.1-002-2019 Дәнекерленген түйіспелерді дәнекерлеу және бұзбайтын сынау. Далалық және негізгі газ құбырларына арналған дәнекерлеу технологиялары
STO Gazprom 15-1.3-004-2019 Дәнекерленген түйістерді дәнекерлеу және бұзбайтын сынау. Даладағы және негізгі газ құбырларындағы дәнекерленген түйістердің сапасын бақылаудың бұзбайтын әдістері.
STO Gazprom 15–1.5–006–2019 Дәнекерленген түйіспелерді дәнекерлеу және бұзбайтын сынау. Негізгі газ құбырларын салу, қайта құру және ірі жөндеу кезінде дәнекерлеу және орнату жұмыстарын ұйымдастыруға, қолданылатын дәнекерлеу әдістеріне және дәнекерленген түйіспелердің бұзбайтын сапа бақылауына қойылатын талаптар
[1] Ультрадыбыстық сынау жүйелері тексеру параметрлерін икемді түрде реттеуге мүмкіндік береді; сондықтан нақты бір жүйе бірнеше жіктеу санаттарына ие болуы мүмкін.
[2] Акустикалық арна келесі параметрлермен сипатталады: сәулелену бағыты, таратылатын толқын түрі және сәулеленуді фокустау параметрлері.
[3] Зоналық негізделген тексеру әдісінде дәнекерлеу тігісінің ойық беті дәнекерлеу шоғының биіктігіне шамамен тең болатын шамамен бірдей зоналарға тігінен бөлінеді. Ыстық өткізу аймағының және түбірлік аймақтың биіктігі дәнекерлеу ойық параметрлеріне сәйкес анықталады. Дәнекерлеу толтыру аймағы тексерілетін тігістің қалыңдығына байланысты бірнеше аймаққа бөлінеді. Әрбір тексеру аймағы үшін жиекті дайындау бұрышы мен ақауды анықтау шарттарына байланысты жеке біріктірілген немесе тандемдік сканерлеу үлгісі жасалады. Қосылысты аймақтарға бөлу ақаулар анықталған кезде дәнекерлеу басының параметрлерін жылдам түзетуге мүмкіндік береді.
[4] TOFD: ISO 16826 және ISO 10863 талаптарына сәйкес жүргізілетін ультрадыбыстық сынау әдісі (Уақыт-ұшу интерференциясы)
Әдебиеттер тізімі
- DNV-OS-F-101 Суасты құбыржол жүйелері. Теңіз стандарты.
- DNV-RP-F118 құбыр айналмалы дәнекерлеу тігістері үшін AUT жүйелерін біліктіліктен өткізу және жобаға арнайы рәсімдерді растау. Ұсынылатын тәжірибе.
- NT техникалық есеп 394: НДЭ сенімділігін бағалау және сипаттау жөніндегі нұсқаулықтар.
- NT TR 427. NDE қабылдау критерийлерін әзірлеу жөніндегі нұсқаулық. Nordtest техникалық есебі
- MIL-HDBK-1823A. Деструктивті емес бағалау жүйелерінің сенімділігін бағалау. (2009 жылғы 7 сәуір)


Қорғаныш бояу қабатын алып тастамай тігіссіз болат резервуарлардың қабырғаларындағы дәнекерленген түйістерді ультрадыбыстық сынау технологиясы
Бұл мақала құбыржолдардағы түйреулі сақиналық түйіспелерге арналған бұзбайтын сынақ жабдықтарына біліктілік сынақтарын жүргізу әдісін сипаттайды, ол сынақтардың шығынын да, мерзімін де қысқартады. Функционалдық мүмкіндіктеріне негізделген ультрадыбыстық сынақ жабдықтарының жіктеу жүйесі ұсынылады.
02/10/2008-
Деструктивті емес сынақ жабдығына біліктілік сынақтарын жүргізу әдістемесі. Ультрадыбыстық сынақ жабдығын жіктеу
Квалификациялық сынақтардың мақсаты – бұзылмайтын тексеру (әрі қарай – БТ) жабдығының ақауларды анықтаудағы нақты мүмкіндіктерін анықтау және ақау өлшемдеріндегі өлшеу қателіктерін есептеу.
12/09/2015 -
AUZK бірліктері үшін валидация нәтижелерін бағалау
Автоматтандырылған (механдандырылған) ультрадыбыстық сынау жүйелерінің (AUST/MUST) біліктілік және валидация сынақтары жүйелердің техникалық сипаттамаларын растау және оларды нақты жобадағы дәнекерленген түйістердің сапасын бақылауда қолдануға жарамдылығын бағалау үшін жүргізіледі.
20/03/2023