Foreword 2022.
This article, with minor abridgements, was published in the journal «Pipeline Transport: Theory and Practice» (2008, No. 11). The technology for ultrasonic inspection through anticorrosion coatings was developed in 2006 by CJSC «VNIIST-Diagnostics,» and the guiding document RD-19.100.00-KTN-545-06 of JSC «Transneft« »Ultrasonic inspection of the wall and welded joints during operation and repair of steel vertical tanks« was prepared and implemented (in 2018, it was replaced by RD-19.100.00-KTN-005-18 »Main pipeline transport of oil and oil products. Technical diagnostics of tanks. Non-destructive testing of internal metal structures of tanks without removing the anticorrosion coating«).
Based on the work conducted in 2006, general characteristics of ultrasound propagation for various groups of anticorrosive coatings were obtained (polyurethane; epoxy and polyurethane; epoxy and organosilicon; epoxy and acrylic-polyurethane; epoxy and vinyl-epoxy; vinyl-epoxy). It was assumed that the data obtained for the groups could be extended to specific coating brands. It has now become clear that this approach does not yield correct results, and correction factors should be determined for each specific type of anticorrosive coating.
LLC «NIIZC STNK «Spektr», where the authors of the article currently work, possesses the methodology and equipment for determining corrections to the sensitivity of ultrasonic testing by the echo method through an anti-corrosion coating, as well as a methodology for performing ultrasonic testing through the coating. The ultrasonic testing technology can be extended to control using phased array transducers. The influence of anti-corrosion coatings on the results of the TOFD method requires study, as the coating's influence increases the depth of the upper dead zone.
 Foreword 2022.
Foreword 2022.
During technical diagnostics of steel tanks in operation, ultrasonic testing of the base metal and welded joints is mandatory. The surface of the tanks has an anti-corrosion paint coating, which, according to the traditional approach, must be removed for ultrasonic testing.
The need to remove the protective coating is due to its influence on defect detectability. Ultrasound interference in a coating layer of variable thickness leads to sensitivity oscillations and, consequently, incorrect assessment of the echo signal amplitude from discontinuities in the metal, leading to under-rejection of critical defects or over-rejection of acceptable defects.
Removing and restoring protective coating after inspection requires significant material costs and organizational efforts involving specialized organizations. When using traditional ultrasonic testing technology for welds and tank wall metal, the costs for surface preparation (cleaning) for inspection and for restoring the protective coating of a 20,000 m³ oil storage tank can reach 4-6 % of the initial tank cost.
The use of modern paint and varnish materials guarantees reservoir protection against corrosion for 15-20 years, while regulatory documents (for example, RD-16.01-60.30.00-KTN-063-1-05 OJSC «AK «Transneft») stipulate diagnostics with a periodicity of 4-5 years. Under these conditions, questions arise: how to conduct technical diagnostics of reservoirs that are still under warranty for their coating? Is it possible to ensure comprehensive ultrasonic testing without removing the anti-corrosion coating that is still under warranty?
Experimental studies have been conducted to answer these questions regarding the effect of paint coatings on ultrasonic testing parameters (sensitivity, incident angle) depending on the type and thickness of the coating.
The nomenclature of the applied coatings is very broad. Therefore, during the research, all coatings were divided into seven groups depending on the base of the paints and varnishes used:
- polyurethane (STEELPAINT, E WOOD);
- Epoxy and polyurethane (AMERON, HEMPEL, JOTUN, International Protective Coatings);
- epoxy and organosilicon (VG-33 + KO-814);
- Epoxy and acrylic-polyurethane (PERMATEX);
- Epoxy and vinyl-epoxy (Vinylcor - zinc EP-057);
- vinyl - epoxy (Vinikol-62);
- Polyurethane and acrylic - polyurethane (including: UR0446 (formerly UR0432)).
Experiments have revealed how the thickness of an anti-corrosion coating affects the detectability of defects in the wall of a storage tank. The research was conducted on a representative sample of coatings, considering their types and bases.
Figure 2 shows an example of experimental research results on the influence of paint coating thickness and type on inspection sensitivity, obtained for a frequency of 5.0 MHz and an incident angle of 60 degrees (for the shear wave case). The obtained relationships allow for adjusting the sensitivity of the flaw detector when inspecting welds and tank metal. Similar relationships were obtained for incident angles of 45 and 70 degrees and corresponding ultrasonic oscillation frequencies of 2.5 and 5.0 MHz.
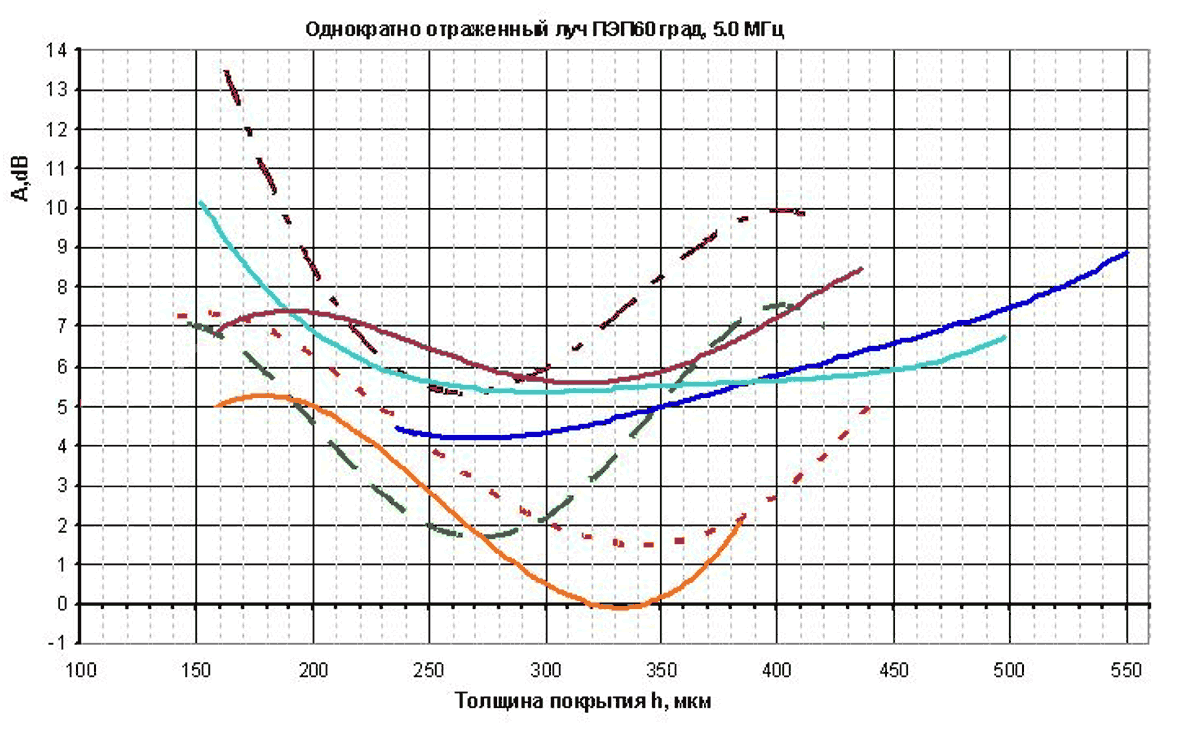
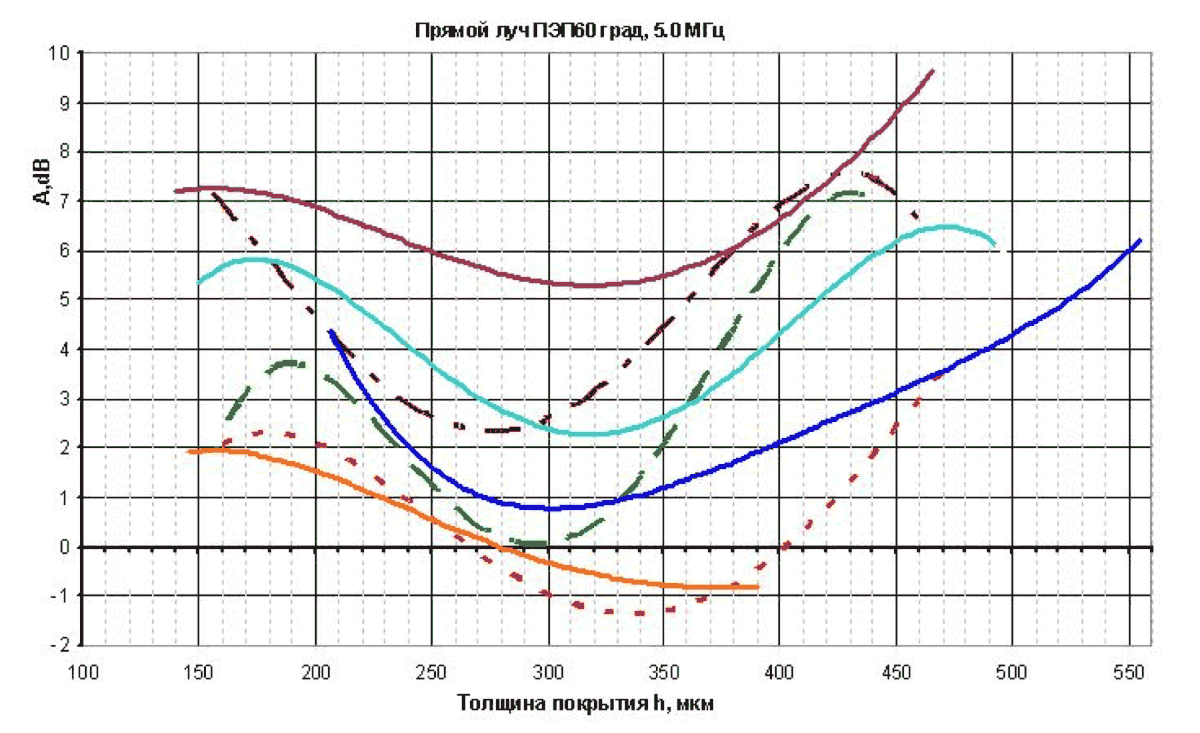
These and similar dependencies have enabled the development of an approach to ultrasonic control of the wall without removing the anti-corrosion coating. The basis of this approach is the selection of control parameters for which the influence of the coating thickness is minimal, and the introduction of a series of correction factors that take into account the coating properties.
Control of welded joints through anti-corrosion coating is performed in 4 stages, in the sequence shown in Figure 3.
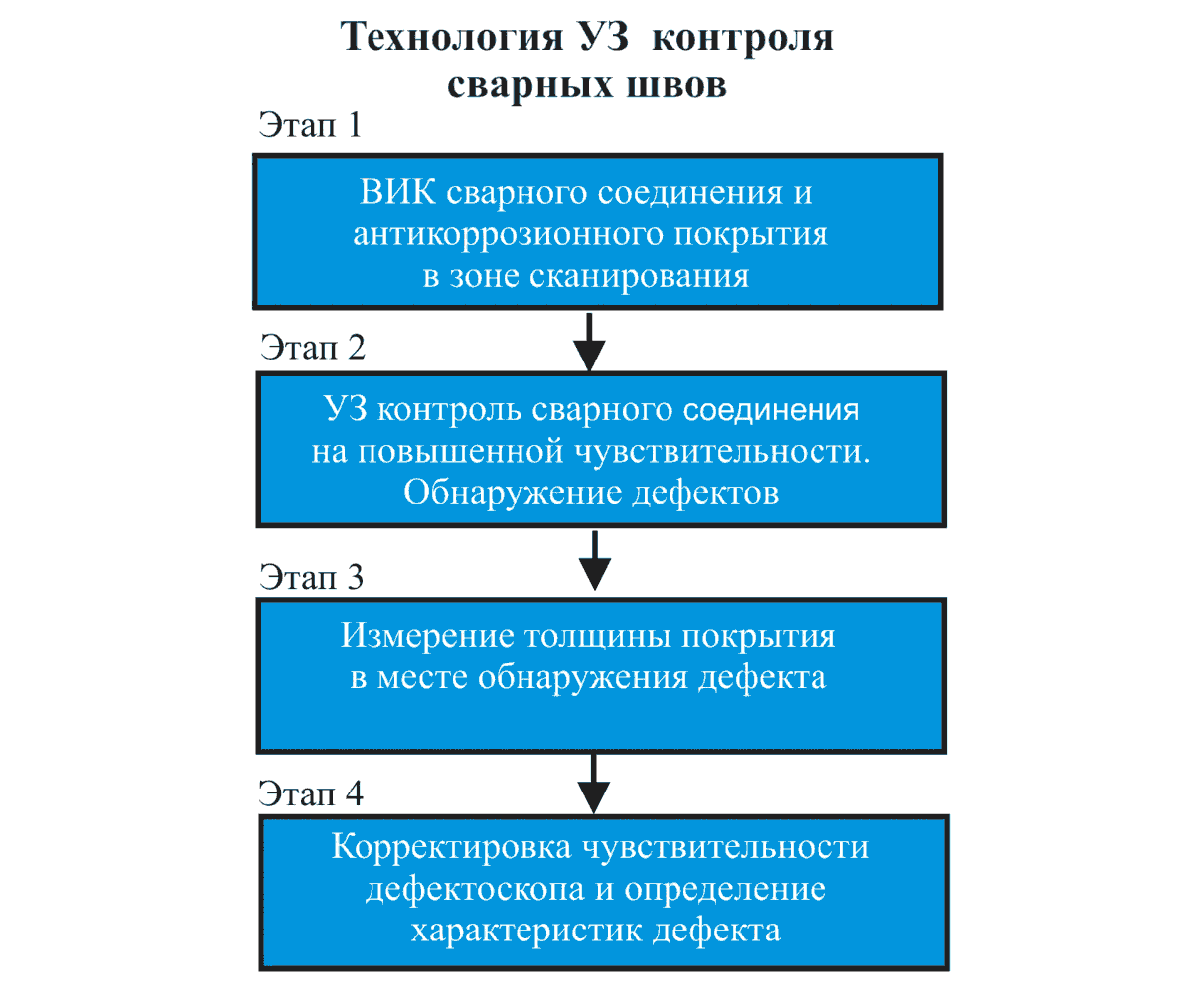
Stage 1: Visual and dimensional inspection of the welded joint and anticorrosive coating in the area of piezoelectric transducer (PET) movement is being carried out.
Stage 2: UT is performed at a sensitivity increased by 6-10 dB.
Stage 3: The thickness of the anticorrosive coating is measured in the area where the UT probe is located when a defect is detected.
Stage 4: The results of ultrasonic testing (signal amplitude and conditional length) are corrected depending on the thickness and type of coating.

tank walls without removal
anti-corrosion coating
The technological procedure for ultrasonic inspection of tank wall welds described above is implemented using any general-purpose ultrasonic flaw detector equipped with standard piezoelectric transducers with incident angles of 45, 60, and 70 degrees and a working frequency of 2.5 and 5.0 MHz.
This technology formed the basis of the developed standard RD-19.100.00-KTN-545-06 «Ultrasonic inspection of the wall and welded joints during operation and repair of steel vertical tanks» and was implemented in the system of OJSC AK Transneft.


Ultrasonic testing technology for welded joints of steel vertical tank walls without removing protective paint coating
The article describes a technology for conducting qualification tests of non-destructive testing equipment for pipeline girth weld joints, which allows for reduced testing costs and shorter timelines. A classification system for ultrasonic testing units based on their functional capabilities is proposed.
02/10/2008-
Technology for Conducting Qualification Tests of Non-Destructive Testing Devices. Classification of Ultrasonic Testing Devices
The purpose of qualification tests is to determine the actual capabilities of non-destructive testing (NDT) units in detecting defects and to calculate the measurement errors of defect sizes.
12/09/2015 -
Evaluation of Ultrasonic Flaw Detection Equipment Validation Results
Qualification and validation tests of automated (mechanized) ultrasonic testing (AUT / MUT) systems are carried out to confirm the technical characteristics of the systems and to assess their suitability for quality control of welded joints on a specific project.
20/03/2023